Water is Definitely Not Water
By Brad Buecker
During the period of large power plant construction in the last century, fresh water was plentiful and was typically the choice for plant makeup. Once-through condensers were common, with a river or fresh-water lake/reservoir as the source. Now, however, environmental regulations have essentially eliminated once-through cooling at new plants, with the replacement being cooling tower-based systems, or in some cases air-cooled heat exchange. Cooling tower operation and chemistry have been well established for decades, but the industry is seeing a significant shift towards alternate makeup water supplies.
One increasingly common replacement is effluent from publicly owned treatment [sanitary wastewater] works (POTW), while occasionally it might be deep-aquifer groundwater. The complex chemistry of these alternative supplies, combined with the fact that impurities "cycle up" in concentration in cooling towers, makes for extremely challenging water treatment and chemistry control issues. But, project developers at times seem to be unaware of these challenges and either implicitly or sometimes even explicitly conclude that "water is water," and do not install necessary pretreatment equipment. Severe difficulties may arise from this mindset.
What Are the Problems?
Many decades of power and industrial plant operation have shown that impurities, even in seemingly moderate levels, can cause serious problems in cooling water and other systems if not reduced in concentration or if the system is not chemically treated in a proper manner. Several well-known issues are highlighted below.
- Microbiological Fouling: Cooling systems provide an ideal environment for microbiological growth. Without a well-designed and carefully-operated biocide system, microbes can foul heat exchangers, cooling tower fill, and other equipment. This leads to serious loss of heat transfer, potential under-deposit corrosion of metals, and sometimes even structural failure in cooling towers. Microbiological fouling has historically been the most prevalent problem in cooling systems.
- Condenser Tube Corrosion: Deposits on condenser tubes can serve as sites for localized crevice or pitting corrosion. 304 and 316 stainless steel have served as common tube materials, but it is now known that crevice corrosion can occur with as little as 200 ppm and 400 ppm of chlorides, respectively, in the circulating water. These chloride concentrations may easily be exceeded in cooling tower-based systems, especially if even semi-brackish water serves as the makeup.
- Scale Formation: A number of constituents in raw water can form scale when concentrated in cooling towers (and sometimes even in once-through) systems. Most notable is calcium carbonate (CaCO3), but others include the phosphate, sulfate, and silicate salts of calcium and magnesium. Other potential deposition products include iron and manganese oxides. Manganese may be particularly problematic, as upon deposition it can induce galvanic corrosion at the deposition site.
- Wastewater Discharge: Plant discharge regulations are becoming increasingly stringent because individual states have the authority to establish discharge guidelines beyond those of the EPA. Previously, the four primary impurities in discharge guidelines were pH, total suspended solids, oil and grease, and residual oxidant (biocide such as chlorine or bromine). Additional impurities now appearing in NPDES (National Pollutant Discharge Elimination System) permits include; total dissolved solids, sulfate, chromium, zinc, copper, iron, phosphorus (phosphate), and ammonia.
Issues with POTW Effluent
Consider Table 1, a snapshot analysis of municipal wastewater effluent from a location in the U.S.
TOC = Total organic carbon
TSS = Total suspended solids
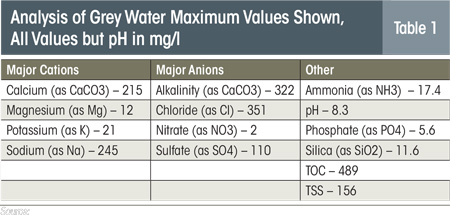
Let us examine briefly how several of the elevated constituents in this water would influence cooling water chemistry and wastewater discharge, primarily cooling tower blowdown.
First, as is clearly evident the chloride concentration is already at a value that could potentially influence crevice and pitting corrosion in 304 SS condenser tubes. Consider if the cooling tower operated at a modest four cycles of concentration (COC). The maximum chloride level would then exceed 1,400 mg/l. With few exceptions chloride salts are extremely soluble, and standard precipitation processes (clarification) will not remove the chlorides. Reverse osmosis will, but this is often a prohibitively expensive method for high-volume cooling system makeup treatment. The most practical option is selection of more corrosion resistant materials than 304 or 316 SS. Two popular alternatives are Seacure and titanium.
Second, note the elevated ammonia, phosphate, and TOC concentrations. Ammonia (in some POTW streams a significant portion of the ammonia nitrogen has been oxidized to nitrites and nitrates) and phosphorus serve as nutrients, and TOC as food, for microorganisms. As the author can directly attest, microbiological control even in once-through systems supplied with fresh water is, at times, a challenging task. Nutrients and food cycled up in a cooling tower greatly increase the potential for microbial development. Several critical design and operating issues arise from use of such waters, including:
- The combination of nutrients, food, and in this case also elevated suspended solids, could prohibit the use of film fill in the cooling tower. Rather, much less efficient splash fill might be required, but this selection significantly increases the size of the tower, and can literally add millions of dollars to the cost of a large tower.
- Control of microbes becomes quite complicated and requires sophisticated chemical feed. The common biocide for fresh water applications is bleach (liquid chlorine) or bleach-activated bromine. Both are oxidizing biocides. Ammonia irreversibly consumes chlorine, while organics react with chlorine and bromine to form halogenated organic compounds, which are troublesome due to potential carcinogenic properties. An alternative to bleach or bleach-activated bromine is chlorine dioxide, but this chemical must be generated on-site and is more expensive than bleach. Also expensive are the non-oxidizing biocides that serve as supplements to the oxidizers. Another troubling factor is that biocide feed at most plants is limited to two hours per day, which gives microbes a large window to colonize on surfaces and secrete a protective film before the next dose of biocide. Once biofilms become established, they are difficult to remove. The film (slime) establishes sites for crevice and under-deposit corrosion and reduces heat transfer in condensers. Loss of heat transfer is further exacerbated by the slime's tendency to collect silt.
- Ammonia and phosphorus limits continue to appear with increasing frequency in discharge permits at power plants and many other industries. Ammonia in even relatively small concentrations (1 mg/l or so) is toxic to aquatic organisms, while phosphorus is to blame for numerous toxic algae blooms in receiving bodies of water around the country. Design of a plant without provisions to remove these constituents could be saddled with uncertainty if regulatory officials decided to include the impurities in the discharge permit.
What Can Be Done with These Raw Water Impurities?
Consider first a makeup water supply with substantial concentrations of common dissolved solids such as hardness (calcium and magnesium), bicarbonate alkalinity, and perhaps silica. While these impurities are the precursors for scale formation in cooling systems, the levels can be greatly reduced by traditional treatment methods such as lime or lime/soda ash clarification. Many readers are no doubt familiar with the large, circular clarifiers that are still common at municipal water and wastewater plants.
| Condenser tube sheet and tubes coated with slime and entrained silt. |
 |
These clarifiers can be effective for pretreatment of industrial plant makeup, but footprint issues are often of concern. A common measuring stick of clarifier capacity is the rise rate. Rise rate is the flow of the water at the surface (gallons per minute, gpm) divided by the surface area of the water at the clarified water overflow. A typical rise rate for standard, circular clarifiers is around 1 gpm/ft2. Much more modern systems are now on the market that have rise rates of perhaps 25 gpm/ft2, or even greater. Often these are of rectangular rather than circular design with a rapid mix zone, reaction zone, and clarifier in series. Space does not permit a discussion of the various designs in this article, but some include continual feed of a ballasted material to the reaction zone to improve solids settling, and to dampen the effects of flow and chemistry changes. Others use sludge recirculation from the clarifier to provide bulk material in the reaction zone. A word of caution, however. Controlling chemistry in these systems is not a case of turning on the unit and walking away. Lime and lime/soda ash softening in a clarifier produces a sludge containing large quantities of precipitated solids, mostly calcium carbonate but often with magnesium and silica salts included. The author and colleagues have seen this precipitation occur too rapidly in the reaction zone and clog this vessel before the solids reached the clarifier. Also, either under-feed or over-feed of coagulating and flocculating chemicals can lead to carryover of solids from the clarifier to downstream equipment.
We will now move to a key question of this article, "What pretreatment can be installed to remove POTW impurities that would pass through a clarifier?" As we have seen, ammonia and nitrite/nitrate are problematic impurities. Many organics that do not get caught up in the clarifier precipitation process will also pass through. These contaminants are then free to cause fouling in the plant cooling water system and other equipment. This is where several biologically-based technologies can come to the rescue. We will briefly review two of these technologies, membrane bioreactors (MBR) and moving bed biofilm reactors (MBBR).
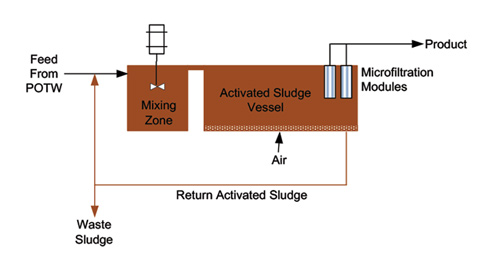
In its most simple form, an MBR can be thought of as an activated sludge process on steroids.
In this very basic design, the influent stream is mixed with return sludge and then flows to the activated sludge zone. The suspended solids are free-floating, and are loaded with microorganisms that consume the food and nutrients in the influent. The term activated refers to the oxygen that is introduced via air blowing into the vessel. The activated sludge vessel is obviously an aerobic zone and thus supports microorganisms that use oxygen for metabolic processes to consume nitrogen and organics. As we shall see, this design may not provide all of the treatment needed.
| Diagram of a Sludge Blanket Clarifier. |
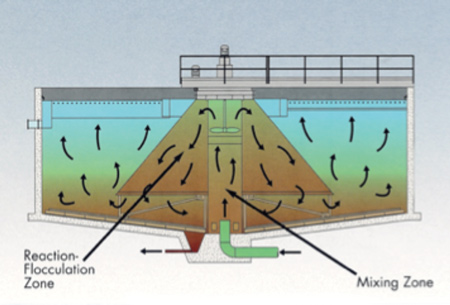 |
| Chemicals mix with the inlet water in a rapid mix zone, flow upwards and outwards to the inner cone where flocs form, and then settle as a sludge blanket in the main body of the clarifier. Mature particles help to capture newly formed floc coming from the inner cone. Illustration courtesy: ChemTreat, Inc. |
A key feature of these systems is treatment of the MBR effluent with micro- or sometimes ultrafiltration membranes (MF and UF, respectively), placed within the vessel. MF or UF essentially removes all suspended solids, resulting in a very clear effluent that can then be distributed to downstream equipment for further processing. Of course, a key aspect of employing MF or UF membranes in this application is keeping them clean. The solids in the MBR, commonly termed as the mixed liquor suspended solids (MLSS), can reach levels of several thousand ppm. This is much greater than in fresh water filtration applications. One method to keep membranes clean is periodic air scouring, which not only blasts accumulated material off the membranes but adds oxygen to the process.
MBR can reduce ammonia, organics, and phosphorus content to low values. A difficulty with the design shown above is that in this simple aerated system, ammonia (NH3) is converted to nitrite (NO2) and nitrate (NO3) in a process known as nitrification. But even though the ammonia concentration is greatly lowered, the nitrogen remains, albeit in an oxidized form. Thus, the nitrogen is still available as a nutrient to feed potentially troublesome microbes in cooling water systems and elsewhere. MBRs can be designed with anoxic and anaerobic treatment sections. The decreased oxygen concentration in these zones allows other beneficial microorganisms to proliferate, including denitrifying bacteria, which convert the nitrites and nitrates to elemental nitrogen that then gasses off to the atmosphere. Phosphorus removal is also enhanced in these more sophisticated systems.
| Fundamental MBR Process |
 |
An alternative to the MBR process is MBBR, in which the activated sludge zone contains thousands of small plastic media to give microorganisms sites to attach and then do their work.
Some readers may be familiar with trickling bed wastewater treatment, where the microbes grow and establish colonies on fixed substrates. This gives them a stable platform to do their job. The media in an MBBR provide a similar function, but the constant agitation better exposes the media and attached organisms to the suspended solids.
Like MBR, several reaction vessels may be placed in series, with sludge recirculation included, to achieve the desired nutrient and organics removal. However, placement of MF or UF membranes within the vessels is not possible, but rather an external filtration system is required.
| MBBR Suspended Medial Illustration |
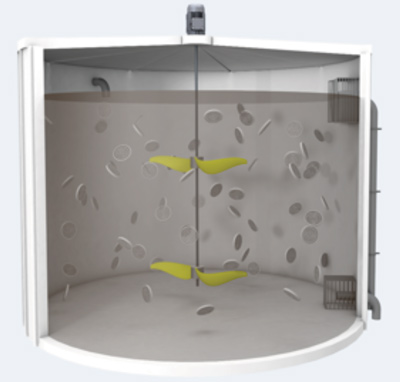 |
| Illustration courtesy of Veolia Water Technologies. |
Operating These Systems at a Leanly Staffed Plant
A trademark of the combined cycle power industry is to operate lean and mean. But, too much "leanness" can have enormous drawbacks due to staff that is not properly trained when it comes to monitoring steam generation chemistry and operating water treatment systems.
The systems outlined above may be quite daunting to plant management and operators. A possibility to consider is that the major reputable suppliers often offer equipment setup and operation on a build, own, operate, and maintain (BOOM) status. Yes, the plant must pay an annual fee for the contract, but it relieves plant personnel of all duties regarding operation of the system and allows them to focus on making power. Personnel can also rest easier knowing that the plant's water treatment systems are protected from impurities that could cause major problems. If nothing else, minimization of microbiological fouling can be paid back in huge dividends. Alternatively, plant personnel can consider purchase and installation of a permanent system, but at the POTW rather than the power plant. This would place the system in the hands of personnel who are much more familiar with these processes.
Author
Brad Buecker is a senior process specialist in the Water Technologies group of Kiewit Engineering Group Inc.
Copyright © 2017: PennWell Corporation Subscribe to http://www.power-eng.com